

13621188892
爆炸焊的方式很多,以材料的形状来分有:板-板、管-管、管-板、管-棒、异形件、粉末-板的爆炸焊;以接头类型来分有:爆炸搭接、对接、斜接、压接;以爆炸位置来分有:地面、地下、空中、水下、真空中的爆炸焊;以爆炸次数来分有:、一次、二次、多次爆炸焊;以爆炸面来分有:单面、双面爆炸焊;以内外来分有:内、外、内外同时进行的爆炸焊;以冷热来分有:热爆炸和冷爆炸;还有与其它金属压力加工工艺(如轧制、锻压、旋压、冲压、挤压、拉拔等)联合起来进行的联合爆炸焊。
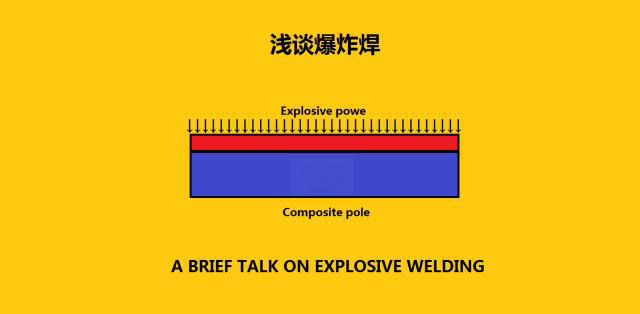
复合板爆炸焊的安装工艺,爆炸大面积复合板时,用平行法,此时如用角度法,前端则因间隙距离增加很多,复板过分加速,使其与基板撞击时能量过大。这样会扩大边部打伤打裂范围,从而减少复合板的有效面积并增加金属的损耗。在安装大面积复板时,由于平整的金属材料板材安装后中部会下垂或翘曲,以至于基板表面接触。此时为了保证复板下垂位置与基板表面保持一定间隙,可在该处放置一个一个几个高度稍小于应有间隙值的金属片。
爆炸大面积复合板时,**用中心起爆法引爆炸药,或者从长边中间部位引爆炸药。这样可使间隙中的气体排出的路程**短。从而有利于复板与基板的顺利撞击,减少结合区金属熔化的面积和数量。为了引爆低爆速炸药和减少雷管区的面积,通常在雷管下放置一定数量的高速炸药。为了将边部缺陷引出复合板之外和保证边部质量,通常复板的长、宽尺寸比基板的大20~50mm。管与管板爆炸焊时管材也应有类似的额外伸出量。
爆炸焊的工艺步序一般是这样的:首先,准备好被焊金属材料,按产品和工艺的要求准备好所需尺寸的复层和基层材料。基板与复板的比例一般为1∶1~10∶1,基板越厚基板与复板的厚度比越大,越容易实现焊接。
其次,清理待焊金属,可以用手工、机械、化学、电化学的方法对金属材料的待焊结合面进行清洁、净化。其中,磨削过的钢板的复合板的结合强度比其他方法处理过的复合板高。
再者,炸药准备,根据工艺及金属材料形状,选用一定品种、状态、数量的炸药。通常选用便于堆放和装填的粉状炸药;而对于带有曲面的金属复合面来说选用易于成形的塑性炸药。
再再者是安装,根据焊件特点在爆炸场进行焊前安装,如接好地线、搬走所有物件、撤离工作人员、安插警戒旗(根据用药量设置25m,50m100m)。
**,引爆炸药,现场达到起爆条件后,用起爆器通过雷管引爆炸药,就此爆炸焊完成。
官方微信公众号

扫一扫 关注我们
备案号:豫ICP备2023028133号-1
联网备案号: 豫公网安备41070202001452号
豫公网安备41070202001452号





