

13621188892
因为它需要**和标准,**术语又很多,很难被广大消费者用户了解。
空调主要由压缩机、散热器、自动控制系统组成,其中散热器中的铜管被业界称为空调的“血管”,“血管”的好与坏将直接决定空调的品质。
铜管连接安装技术,成为血管好坏的**重要的依据!
其中充氮焊接技术,是空调铜管连接安装的一种超**的安装技术。
【铜管焊接施工】

**空调安装时,需要用到的一个配件叫分歧器。
分歧器本身是铜质的,前后插上铜管后需要焊接成一体-----这叫铜管焊接施工

铜管充氮焊接流程
1焊接作业前准备
铜管焊接一般采用火焰钎焊或氩弧焊。钎焊材料一般有软钎焊和硬钎焊2种,必须使用硬钎焊。钎焊的选用是紫铜+紫铜,钎料为Bcu93P(GB6418),无须钎剂。
气体助焊剂:可防止铜管表面氧化及有钎作用,推荐使用。钎焊温度:820-860℃(铜管为浅红色)。
作业前的安全确认:
1.施工人员的点名和健康状态确认,及施工人员工作服确认(安全帽、服装、安全袋、安全鞋等)。
2.对作业场所和作业环境的说明,再进行作业分工。对作业内容、方法及顺序进行说明,要进行危险预测活动。
3.制成“施工计划书”,制定每组的负责人。
4.说明可能发生的如触电、火灾等事故,指导正确使用电动机械。
5.说明“闲人莫入”的场所。
6.使用明火时要提出申请,因施工等特殊情况需要使用明火作业的,应当按照规定事先办理审批手续,再得到现场安全负责人的批准。
7.采取相应的消防安全措施;作业人员应当遵守消防安全规定。按照当地的法规,接受消防部门指导。
8.清点工具。前一天收工后也请清点一下工具,如有必要对配管系统进行冷媒补充,以免用尽。
2焊接注意事项
1.一定要使用带回火防止阀的焊枪,一定要保证安全。
2.注意不要被火焰和加热部件烫伤。
3.小心操作储气瓶,当心气体泄漏。
4.搬走周围的可燃物。如不能搬走时,切实的做好防火处理(如用防火罩包住等),多换气以防吸入有害气体。
5.分歧管接头、管端周围的操作,应尽量在下面进行,在高处作业难掌握加热量,而且容易熔化分歧管本身的焊接部位而引起泄漏。
3焊接操作人员要求
施工人员一定要有动火许可证,要按照当地法规,由有资格人员进行火焰操作。穿戴连体工作服(**好是棉制)、安全鞋、安全帽、皮手套、防护眼镜、防尘口罩等。

4焊接作业顺序
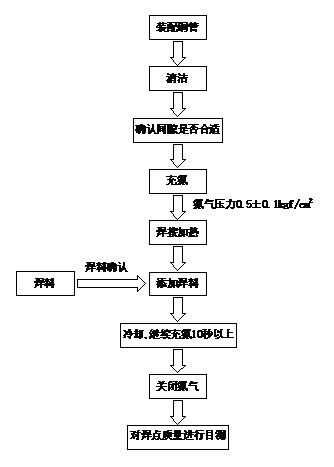
充氮方法:气压0.5±0.1kgf/cm2(相对压力),保证充入工件内的氮气流量为4~6L/min(手摸有气流的感觉)。
装配后开始充氮至焊后冷却继续充氮10秒以上。
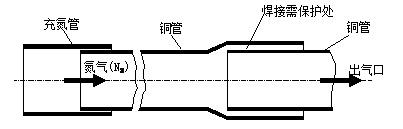
充氮的要点(见下图):
◆充氮时快速接头和充**应合上压紧开关,使氮气全部充入管内。
◆充氮要保证氮气达到各焊接接头处,有效地排出空气。
◆连续充氮时一定要有出气口,否则在焊接时气体从接头间隙处逸出,使焊接填料困难,并易产生气孔。
5管道吹洗(焊接为什么要充氮进行?)
在焊接完一段管路后,必须对管路进行吹洗。
吹洗是用氮气压力去除管内的外来物(灰尘,水份,焊接造成的氧化皮等)。
1)主要目的是:
a.除去管内焊接时由于充氮保护焊不足造成的氧化物。
b.除去因不当贮运而进入管内的杂质和水分。
c.检查室内机和室外机之间管道系统的连接是否有大的泄漏。
2)吹洗步骤:
a.将压力表装在氮气瓶上。
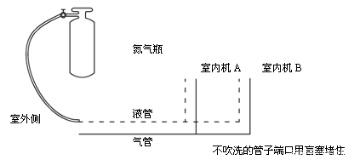
b.压力表高压端接上小管(液管)的注氟嘴。
c.用盲塞将室内机A侧之外的所有铜管接口处堵塞好。
d.打开氮气瓶阀,维持压力在28kgf/cm2。
e.检查氮气是否流过室内机A液管。
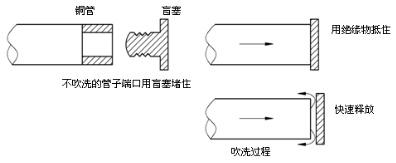
f.吹洗
用手中的绝缘材料抵住管口,当压力大的无法抵住时,快速释放绝缘物。再用绝缘物抵住管口,如此反复几次,然后用贴有白纸的木板距排污口300~500mm处进行检查,以白纸上没有明显赃物,方为清洗干净。
g.关闭氮气主阀。
h.对室内机B重复以上操作。
i.对液管吹洗完毕后,再对气管进行吹洗,吹洗步骤跟吹洗液管步骤一样。
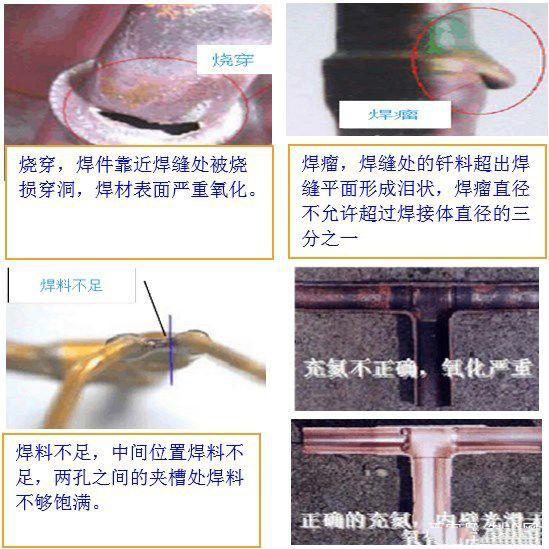
6检验焊接是否不合格
1、过烧:外观判断为焊接区域出现烧伤痕迹,并出现粗糙麻点,管件氧化皮严重脱落,紫铜管颜色呈水白色。
2、气孔:焊接区域表面出现小小的针眼、气泡。
3、虚焊夹渣:表面焊料明显不融合,焊接时火焰接触工件明显偏红色,冒火星或冒油烟,焊料无法融合。
4、烧损:焊缝边缘被火焰烧成腐烂状,但又未完全烧穿,管壁本身被烧损。
总结一句话:
充氮焊接技术需要**的老师傅
充氮焊接技术需要标准化再标准,规范再规范
气瓶危险/效率偏低成为很多年轻安装工转业的大问题
官方微信公众号

扫一扫 关注我们
备案号:豫ICP备2023028133号-1
联网备案号: 豫公网安备41070202001452号
豫公网安备41070202001452号





