什么叫焊材,焊剂,焊带,焊条,焊丝?他们之间的关系
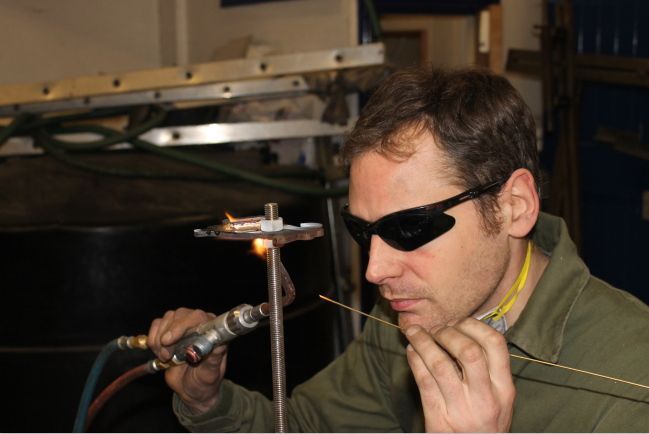
焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。 焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的**,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少.含C量应低于0.10%。例如H08A,含S小于等于O.03%、P小于等于0.03%、C小于等于0.1%。压涂在焊芯表面的涂层称为药皮。 焊条的药皮在焊接过程中起着极为重要的作用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化物,并残留在焊缝中,造成焊缝夹渣或裂纹。而熔入熔池中的气体可能使焊缝产生大量气孔,这些因素都能使焊缝的机械性能(强度、冲击值等)大大降低,同时使焊缝变脆。此外采用光焊条焊接,电弧很不稳定,飞溅严重,焊缝成形很差。 人们在实践过程中发现如果在光焊条外面涂一层由各种矿物等组成的药皮,能使电弧燃烧稳定,焊缝质量得到提高,这种焊条叫药皮焊条。随着工业技术的不断发展,人们创制出了现在广泛应用的**厚药皮焊条。 焊丝是指焊接时作为填充金属或同时起导电作用的金属丝。焊接各种钢材的焊丝,在国标GB1300-77中有明确规定











 豫公网安备41070202001452号
豫公网安备41070202001452号