熔焊和钎焊的各自特点是什么?
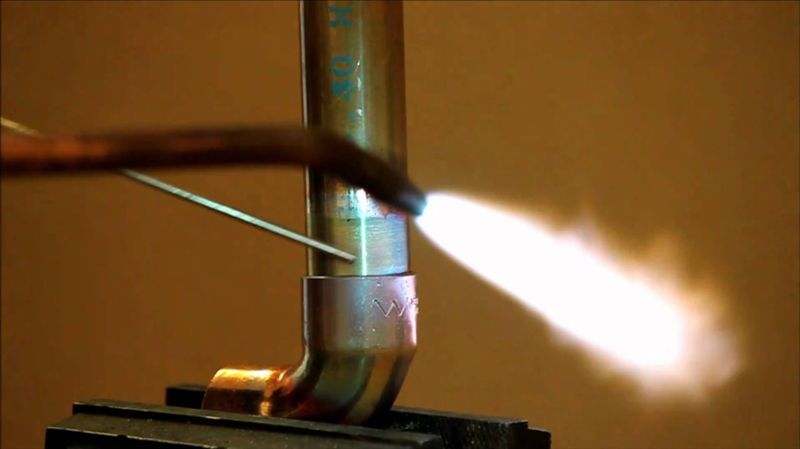
1熔焊焊接过程中,将焊件接头加热至熔化状态,不加压力完成焊接的方法称为熔焊。常用的熔焊方法有电弧焊、气焊、电渣焊等。 2钎焊焊接过程中,采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法称为钎焊。常用的钎焊方法有火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和真空钎焊等。 3不同:a焊接温度与母材熔化温度之间的关系熔焊时焊缝区母材熔化,参加冶金过程;钎焊在母材熔化温度以下进行的焊接 b钎焊常被整体加热,接头的残余应力比熔焊小的多,易于保持工件的精密尺寸 c钎料的选择范围宽,熔焊没有这种选择余地 d钎焊只涉及数十微米的界面范围,不涉及母材深层次的结构,因此特别有利于异种金属,M与M,M与nM的连接,熔焊是做不到的 e钎焊的焊缝强度较低,一般低于母材的力学强度。而熔焊只要焊丝成分得当,焊后热处理工艺适合,强度回接近或超过母材的强度







 豫公网安备41070202001452号
豫公网安备41070202001452号