

13621188892
钎焊的接头形式有对接、搭接、T型接、卷边拉及套接等方式,制冷系统所采用的均为套接方式,不得采用其它接头方式。
1)钎焊间隙
钎焊接头的安装须保证合适均匀的钎缝间隙,针对所使用的银钎料,要求钎缝间隙(单边)在0.05mm~0.20mm之间。
间隙过大:会破坏毛细作用而影响钎料在钎缝中的均匀铺展,另外,过大的间隙也会在受压或振动下引起焊缝破裂和出现半堵或堵现象;
间隙过小:会防碍液态钎料的流入,使钎料不能充满整个钎缝使接头强度下降;钎缝间隙不均匀:会妨碍液态钎料在钎缝中的均匀铺展,从而影响钎焊质量。
2)套接长度
用扩口器敲入到铜管胀管锥面2-3mm(敲入时要保证垂直、用力均匀,确保孔的圆柱度,为小弯头和配管接入作准备)
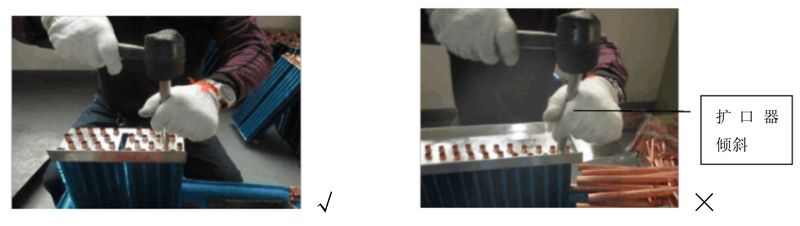
根据蒸发器、冷凝器的图纸将小弯头及进出液管插入铜管中,(对准圆心插入),插入的长度约为5-6mm扩口器倾斜
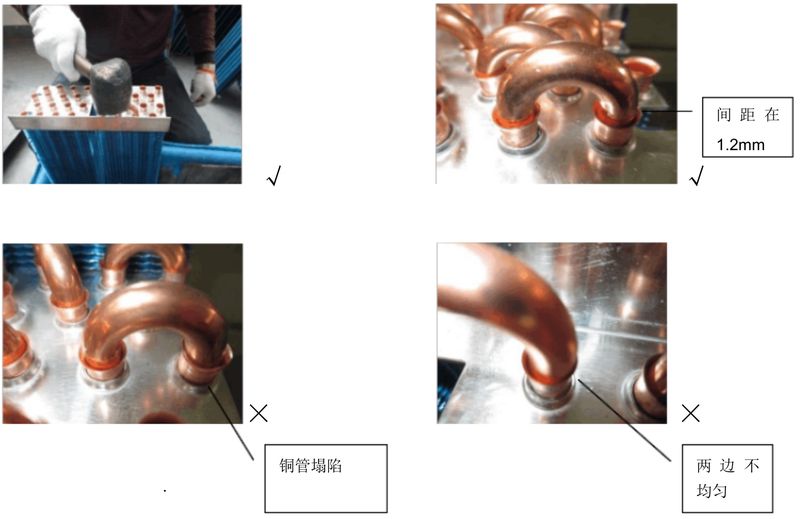
对于套接形式的钎焊接头,选择合适的套接长度是相当重要的。
一般铜管的套接长度在5mm-15mm,(注:壁厚大于0.6mm直径大于8mm的管,其套接长度不应小于8mm);
若套接管长度过短易使接头强度(主要指疲劳特性和低温性能)不够,更重要的是易出现焊堵现象。
官方微信公众号

扫一扫 关注我们
备案号:豫ICP备2023028133号-1
联网备案号: 豫公网安备41070202001452号
豫公网安备41070202001452号





