焊铜用什么焊机
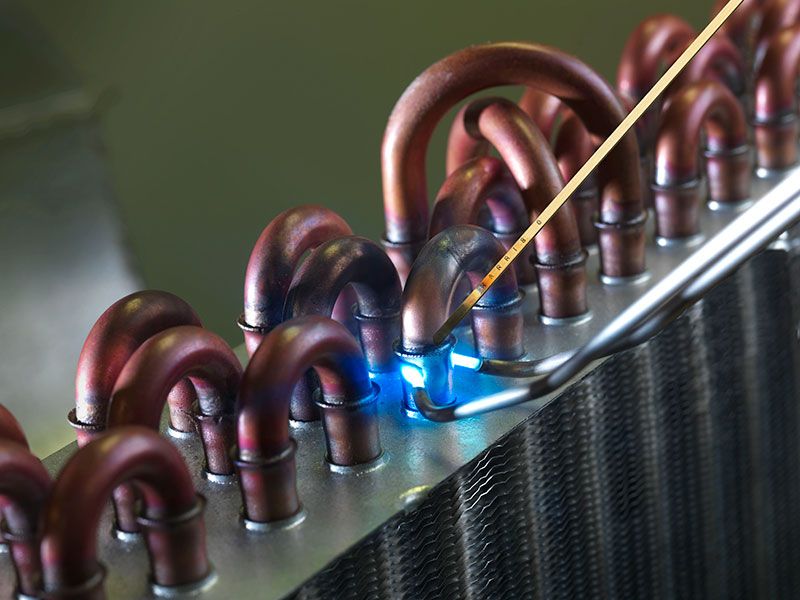
焊铜的方法比较多,采用的焊接设备或者焊接工具也就比较多,这个全一些说的话,就应该是根据铜件的结构尺寸来说了。 一、当铜件尺寸比较小,结构比较单一的时候,适合用火焰钎焊或者高频钎焊焊接,钎焊料可以选择黄铜钎料或者磷铜,银磷铜钎料。 二、当铜件尺寸相对比较大一些,结构比较复杂一些的时候,按照如下材料及设备选择焊接 ,铜合金氩弧焊焊接材料及焊接设备的选择 1)当铜合金的母体为紫铜的时候,选用威欧丁紫铜氩弧焊丝焊接,设备选用带直流功能的氩弧焊机焊接。 2)当铜合金的母体为黄铜的时候,选用威欧丁黄铜氩弧焊丝焊接,强调一点威欧丁黄铜氩弧焊丝是氩弧焊专用焊丝,不是黄铜气焊焊丝,这点一定要搞清楚,焊接设备的选择采用交流氩弧焊机焊接,如果没有交流氩弧焊机也可以用直流氩弧焊机焊接。 3)当铜合金需要与铁、不锈钢、合金钢异种焊接的时候,选用威欧丁黄铜氩弧焊丝焊接,焊接时焊接角度偏向铜合金侧(补充:如果是小件的异种金属铜与不锈钢焊接也可以采用高银威欧丁203焊接或者WEWELDING46焊丝替银焊接)。 4)当铜合金尺寸非常大并且是紫铜母体的时候,则可以选用大功率的威欧丁WSME500的机器焊接或者选用威欧丁MIG500的双脉冲气体保护焊机焊接,焊丝选用粗直径的直条TIG焊接或者1.2规格的盘丝MING焊接,焊丝同样选用威欧丁紫铜氩弧焊丝焊接。 5)当铜合金尺寸非常大并且是黄铜母体的时候,则可以选用大功率的威欧丁WSME500的机器焊接或者选用威欧丁MIG500的双脉冲气体保护焊机焊接,焊丝选用粗直径的直条TIG焊接或者1.2规格的盘丝MING焊接,焊丝同样选用威欧丁黄铜氩弧焊丝焊接。











 豫公网安备41070202001452号
豫公网安备41070202001452号