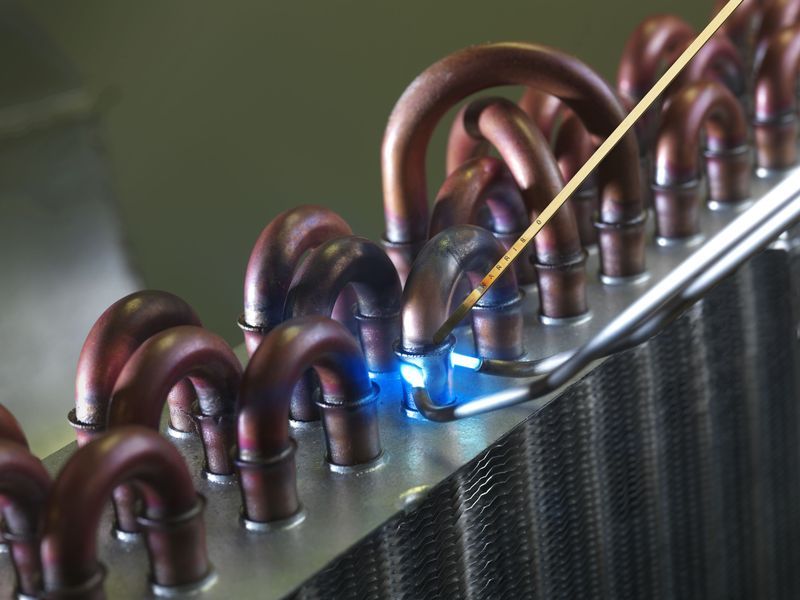
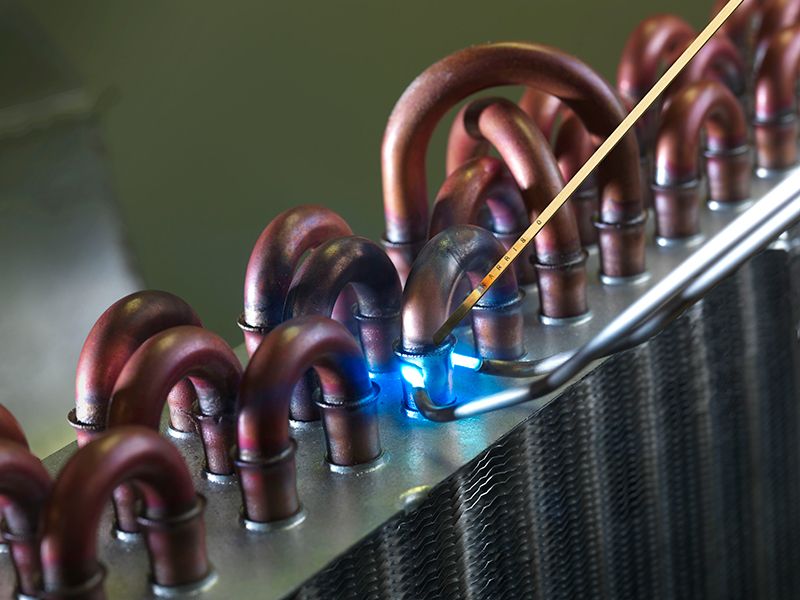
HARRIS各种银焊剂有什么区别?他们分别用到哪里?
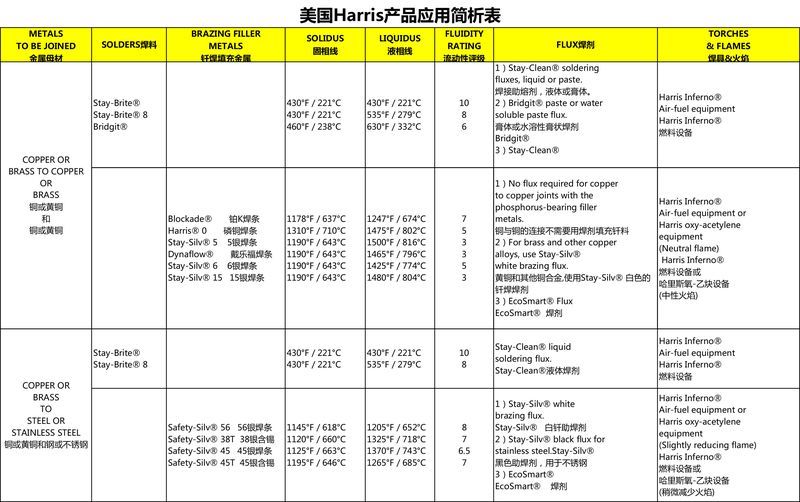
STAY-SILVWHITEBRAZINGFLUX白色焊膏 这是一种白色膏状焊剂,适用于90%的银钎焊应用,白色焊膏可用于铜、黄铜、钢、不锈钢和镍合金的焊接。其活性温度范围为1050°-1600°F(565°-870°C)。与Safety-Silv系列高银焊材(AWSBAg系列)一起使用用于焊接上述提及的金属,在钎焊铜和黄铜时使用Stay-Silv系列磷铜银焊材(AWSBCuP系列)。 白色焊膏符合美国焊接协会(AWS)规范A5.31,FB3-A类。 STAY-SILVPOWDERBRAZINGFLUX白色焊粉 这种焊剂与上述白色焊膏是类似的,这个是粉末状的钎焊助剂,由于它是粉末,在储存过程中不会分离或硬化(保持盖子紧闭,因为焊粉会吸收空气水分)。焊粉可以采用粉末形式,加热焊棒或导线的端端,将其浸入焊粉中。助焊剂将粘附在加热杆上。焊粉助剂也可以根据需要与水或酒精混合,形成糊状物。在焊接之前,可以将糊状物涂抹到零件上。 此助焊剂符合AWSA5.31级FB3-F,温度范围为1200-1600°F(650-870°C)。 DYNAFLOWAUTODISPENSINGFLUXDYNAFLOW自动分配焊剂 该焊剂是含有不同大小的颗粒的化学混合物。焊剂有时可以应用在多点焊接机器上实现自动化。对于自动助焊剂设备,这些颗粒必须保持在尺寸以下,以防止孔和管路堵塞。Dynaflow焊剂被开发是以一种"更顺滑"的焊剂,以方便自动进给。这种产品的黏度稳定性是在制造过程中增加了额外的步骤来开发的。这种焊剂粘稠度稳定性还减少了未开封包装内的流体分离。 DYNAFLOWFLUX的应用与标准的白色焊剂的焊接应用类似。 STAY-SILVBLACKBRAZINGFLUX黑色焊剂 黑色焊剂成分中包括粉末状的硼,使焊剂呈现为黑色。这种成分提供两个特点: A.焊剂在加热过程中吸收氧化物。焊剂吸收氧化物有一个**大值,之后它变得饱和,不再有效。该配方使助焊剂能够承受更长的加热周期,而不会分解。这些应用可能包括特定类型的集中局部加热(例如感应),或可能发生在大型部件的火焰加热期间。在这些情况下,黑色焊剂是一个不错的选择。 B.某些金属氧化物对于焊剂来说很难吸收熔化。其中包括不锈钢、镍合金和碳化钨。黑色助焊剂有助于溶解这些氧化物,并有助于填充金属润湿。 黑色焊剂主要与Safety-Silv高银系列焊材一起使用(您经常会发现它与含有镍成分的包括40Ni2或50N等产品一起使用)。 黑色助焊剂符合AWSA5.31级FB3-C,活动温度范围约为1050-1700°F(565-925°C)。 英文转载自Harris产品集团,链接如下:https://www.harrisproductsgroup.com/en/blog/2018/april/harris-silver-flux-differences.aspx 中文由Harris中国区代理商新乡市科兰金属材料有限公司提供翻译,以上内容禁止转载,转载请注明出处,如有任何问题,欢迎随时和我们联系!谢谢!










 豫公网安备41070202001452号
豫公网安备41070202001452号
