网站首页
关于我们
关于我们
About us
对创新技术的不断探索和研发,以更高品质、更高效率、更高性能的产品满足市场需求。
公司简介
企业文化
资质荣誉
产品中心
产品中心
Products
对创新技术的不断探索和研发,以更高品质、更高效率、更高性能的产品满足市场需求。
HARRIS 0号磷铜钎料
HARRIS Blocakde FC药皮焊条
HARRIS 低银钎料
HARRIS 高银钎料
HARRIS 焊剂
HARRIS 软钎料
HARRIS 焊接配件
客户案例
新闻资讯
新闻资讯
News Center
对创新技术的不断探索和研发,以更高品质、更高效率、更高性能的产品满足市场需求。
公司新闻
行业新闻
联系我们
联系我们
contact us
对创新技术的不断探索和研发,以更高品质、更高效率、更高性能的产品满足市场需求。
联系方式
在线留言
地图导航
13621188892
网站首页
关于我们
公司简介
产品中心
HARRIS 0号磷铜钎料
HARRIS Blocakde FC药皮焊条
HARRIS 低银钎料
HARRIS 高银钎料
HARRIS 焊剂
HARRIS 软钎料
HARRIS 焊接配件
客户案例
新闻资讯
公司新闻
行业新闻
联系我们
公司新闻
行业新闻
当前位置:
首页
>
新闻资讯
钎焊材料的基本特性及选用方法
正确地选用钎料是保证获得钎焊接头的关键。选择钎料之前,必须了解和评估钎料的三个基本特性:物理性能,熔化过程和可以采用的形式。 钎料的物理性能基于其冶金组成。(钎焊钎料一定是合金,是由两种或多种“纯”金属制成的。)这些组分确定了这种钎料是否与被连接的金属配伍—能湿润母材,流过接头区,并且不生成有害的冶金组分。另外,由于生产需要可能要求特别的性能。 例如,如果是真空钎焊,就要求钎料没有任何易挥发元素,如镉或锌。如一些电子元件就需要非常高纯度的钎料。而抗腐蚀的接头需要钎料既要抗腐蚀,又要与被连结的母材和谐共存。 熔化过程也是基于冶金组成。由于大多数钎料是合金,它们一般不像纯金属熔化那样,从固态到液态是同一个温度。但是,有一个非常重要的例外。有一种合金,称为共晶体,它们也像纯金属那样熔化。银-铜合金,72%银,28%铜。这种钎料在一个单一的温度780℃完全熔化。用冶金术语来讲就是,其熔点(固相点)和流态点(液相点)是相同的。 常见钎料形式有丝、片、线、环、粉、膏、箔、预成型、带芯等,可根据待焊工件结构特点,具体采用的钎焊方法和钎焊生产效率要求等来确定适当的钎料形式。 钎料的选用方法如下: 选用钎料时主要考虑母材的特点和对接头性能的要求,一般来说应综合考虑以下因素: (1)钎料应具有合适的熔化温度范围,至少应比母材的熔化温度范围低几十度。 (2)在钎焊温度下,应具有良好的润湿性,以保证充分填满钎缝间隙。 (3)钎料与母材应有扩散作用,以使其形成牢固的结合。 (4)钎料应具有稳定和均匀的成分,尽量减少钎焊过程中合金元素的损失 (5)所获得的钎焊接头应符合产品的技术要求,满足力学性能、物理化学性能、使用性能方面的要求。 (6)钎料的经济性要好。应尽量少含或不含稀有金属和贵重金属。还应保证钎焊的生产率要高。 (7)钎料应具有加工变形能力,以便于制成各种形状。
这些与冷库制冷效果有着直接的关系!
冷库的制冷系统,一般常见的操作故障为:制冷温度下降缓慢、系统堵塞引起运行工况不正常或无法运行等。 冷库制冷温度下降缓慢,多为操作调整不当所致,其中膨胀阀的调节是为关键的。膨胀阀的开启度小,制冷剂通过的流量就少,压力也低;膨胀阀的开启度大,制冷剂通过的流量就多,压力也高。根据制冷剂的热力性质,压力越低,相对应的温度就越低;压力越高,相对应的温度也就越高。按照这一定律,如果膨胀阀出口压力过低,相应的蒸发压力和温度也过低。但由于进入蒸发器流量的减少,压力的降低,造成蒸发速度减慢,单位容积(时间)制冷量下降,制冷效率降低。 如果膨胀阀出口压力过高,相应的蒸发压力和温度也过高。进入蒸发器的流量和压力都加大,由于液体蒸发过剩,过潮气体(甚至液体)被压缩机吸入,引起压缩机的湿冲程(液击),使压缩机不能正常工作,造成一系列工况恶劣,甚至损坏压缩机。 膨胀阀的开启度,应根据当时的库温进行调节,即在库温相对应的压力下调整。 例:库温为-10度,冷库的蒸发温度应比库温低5度左右,即为-15度,相应的蒸发压力为0.3MPa左右(R22)。由于存在压力损失的因素,该调节压力基本反应在压缩机的吸气压力上。 调节膨胀阀必须仔细耐心地进行,调节压力必须经过蒸发器与库温产生热交换沸腾(蒸发)后再通过管路进入压缩机吸气腔反映到压力表上的,需要一个时间过程。 每调动膨胀阀一次,一般需10~15分钟的时间后才能将膨胀阀的调节压力稳定在吸气压力表上,调节不能操之过急。压缩机的吸气压力是膨胀阀调节压力的主要依据参数。 膨胀阀技术性能的好坏,直接影响其能否正常调节运行的标志。通常容易出现过滤网的堵塞、感温剂的泄漏等故障。造成调节反应不灵敏,调节失控或无法调节等。当膨胀阀的进口处出现结霜(或阀盖也结霜),进液管的温度比常温低,甚至结露。 例:压缩机的吸气压力低于库温下的相对应压力,机器运转温度和排气温度高,制冷温度下降缓慢或不下降,可能是膨胀阀的滤网堵塞,存在脏堵或冰堵现象(或漏制冷剂)。 处理方法: 1、关闭供液总阀,开启压缩机运转,待吸气压力稳定在0以下时,关闭压缩机的排气阀,在关闭终了时停止压缩机运转(收氟完毕)。 2、拆开膨胀阀的进液口,取出滤网清洗后装回,并更换输液干燥过滤剂或过滤器,检查输液电磁阀的性能后复原(检查清洗完毕)。 3、打开压缩机的排气旁通口(其它仍处收氟时的状态),开机运转,让供液总阀至压缩机体内的空气全部从排气旁通口抽出,待吸气压力稳定在0以下真空时(抽气完毕),关闭排气旁通口,打开压缩机的排气阀和供液总阀,系统恢复运行。 如果膨胀阀本身工作正常,只是因为系统水份或脏物过多而引起的堵塞现象,造成严重的冰堵或脏堵,使系统工作不正常,膨胀阀前进液管的温度比常温低,甚至结露,阀后管路无温度反应,压缩机的吸气压力在0以下,机器运转温度和排气温度高,甚至出现敲击声,制冷温度不下降,运行工况恶劣。 此外,应经常或定期进行系统的放油和放空气操作,以提高换热器的热交换性能及制冷效果。由于冷冻油有较大的粘度,通常被吸附在管路或容器的内表面,形成油膜层。特别是在低压侧(膨胀阀出口至压缩机进口),由于温度低,油的粘度则更大,形成的油膜层当然也更大,这样就增加了热交换器(蒸发器和冷凝器)的热阻,影响传热性能,降低了制冷效果。系统中的油越多,这种弊病就越大,所以对制冷很不利。 系统中存在空气或其它不凝性气体,会造成冷凝压力和温度升高,耗电量增加,压缩机的运转温度高,负荷重,降低制冷效率。排管式蒸发器可利用低处开设的排污口排油;冷风机组合式蒸发器的低处出液口厂家一般都会设有排油(污)口。 放油和放空气操作都应在系统停机静态下进行,放空气还应选择气温较低时进行,这样效果会更好。没有专用放空气设备的系统,放空气一般选择高压侧高处的出口。冷库的蒸发排管和冷风机翅片管,都要及时(定时)予以除霜,以保证其良好的传热效果。
为什么国内工厂会选择昂贵的国外设备?
我们的国家是强悍的!但是强悍的背后也引人深思,一方面取得了***的高速发展,另一方面有些根本性的东西却大幅度落后于人。 就拿制造业来说,它是一个国家的实业根基,表面上看起来,中国是制造业大国,在外行看来,似乎没有什么东西是中国造不出来的,制造业一派繁荣。但透过表面去看实质,可以说中国制造业的大多数领域,只要涉及到有难度的核心技术,几乎都被国外技术垄断,这是一种表面繁荣背后的行业危机。 走进国内那些让我们引以为豪的**工厂,可以看到使用的都是清一色的日本、德国、瑞士等国的品牌设备,大到机床设备,再到软件、材料、刀具、工具等,有几样不是国外品牌?作为一个制造大国,如此依赖国外技术的局面的确令人心寒。 工厂购买设备绝不会像通用消费品行业那样有追求**品的倾向。制造业是务实的行业,生产零部件追求的是加工精度、效率、品质、稳定性等各种实实在在的指标。 国内的机床设备以中低端为主,这些机床的加工性能与稳定性相比国外机床有较大的差距,要么加工精度不够,要么效率偏低或者故障率较高等,在激烈的市场竞争环境中,工厂比拼的是谁的生产更有竞争力,他们宁肯花更多的钱去买进口品牌的机床,也不愿意为了省钱留下隐患。毋庸置疑,当国内的工厂发展到有一定实力的时候,必然会选择进口品牌的机床。 比如,国内制造CNC加工中心的厂家有一大堆,一台机床也就十几万,在低端制造业中价格战打得非常激烈。而瑞士、德国、日本制造的CNC加工中心动辄上百万,几百万也不在话下,他们却成了行业的香饽饽。 机床设备行业是用实际结果来说话的一个行业,国产设备应该理性地认识到差距,不要刚搞了一点技术就夸下海口赶超了国外,机床设备行业不是靠大肆吹嘘,或者靠政府去引导就可以占领市场的,市场的选择是理性的。 国人对国产机床的不信任,只能说明国产设备的赶超之路还很漫长!
Blockade铂K 有哪些特点
Blockade铂K是一种含有磷锡硅的焊接合金,与含银焊料相比有更好的成本优势。铂K在铜焊接中具有自助焊性能,熔点极低,是黄铜焊接的更佳选择。铂K具有很好的流动性,可以在焊接接口位置迅速形成帽盖。
美国Harris哈里斯全系列产品应用简析
美国HARRIS全系列产品应用简析美国HARRIS产品集团,是林肯电气公司旗下的全资公司,HARRIS在设计、开发和制造切割,焊接,钎焊设备及配件,钎焊材料等领域均是世界领*者,全球销售至160多个国家。HARRIS焊材系列众多,如果根据不同的焊接母材,不同的应用温度来选择不同的焊材呢?相信下面的表格可以给您提供解答! 我司新乡市科兰金属材料有限公司目前是美国HARRIS产品中国区授权代理,我们恪守“追求更好的产品,以优良的品质和服务树立公司良好的信誉”;企业将用户视为上帝,尽心竭力满足用户要求,公司拥有技术人员组成的售后服务队伍,为客户提供良好的技术咨询和售后服务。
磷铜参数及包装图片
HARRIS 0磷铜焊条,在我国市场上也经常被称银焊条,其实HARRIS 0系列里面是不含银的,具体成分信息是:铜:余量,磷:7.1%, 其他:0.15%以下是HARRIS 0的技术参数信息
铂K焊条的技术参数
铂K焊条的技术参数表如下
有没有高银焊条?
有的,我们目前代理的是HARRIS全系列钎焊材料,焊接设备,钎焊配件如焊枪,喷嘴,调节阀等产品,欢迎随时跟我们联系询价。
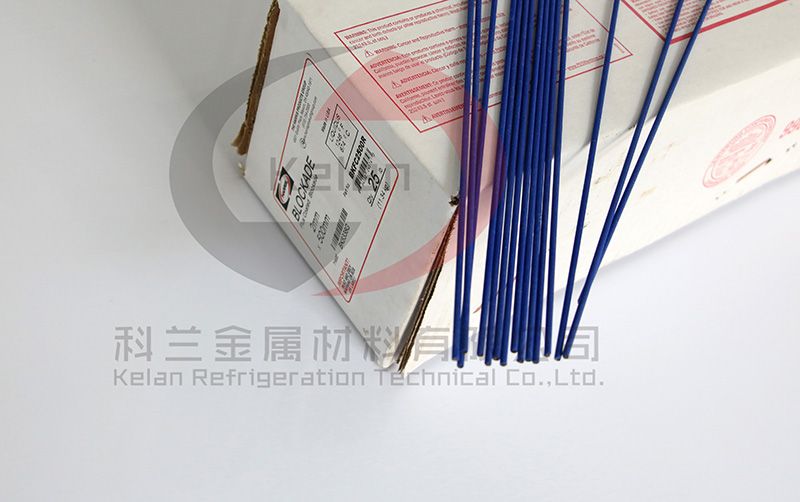
HARRIS 蓝色Blockade系列,一盒多少公斤?一公斤多少根?
Blockade系列BKFC2500R,一盒是25磅,11.34公斤,每根重量15g左右,一公斤大约66-68根。
HARRIS 蓝色的药皮焊条是哪种?能焊接不锈钢吗?
HARRIS蓝色药皮焊条,常见的有Blockade系列, 高银如45银,56银等都有,但是市场长说到蓝色药皮一般是指Blockade系列BKFC2500R,这个系列是一种磷铜锡硅合金,表面裹有一层蓝色药皮,主要用于紫铜与黄铜,黄铜与黄铜之间的焊接,焊接时不用添加焊剂,焊接效果较好。对于不锈钢,铁一类母材产品,通常我们会建议客户使用高银系列产品,但是有部分客户会使用该焊条焊接不锈钢,铁等母材产品,客户朋友需要根据自己实际的焊接应用及需求,选择性使用,必要的情况下建议跟我司联系,先试用,如果可以满足自己的焊接需求,则可以进行采购。
0号焊条使用的时候用加焊剂吗?
因为0号焊条中含有P的成分,P属于一种自钎剂,在焊接紫铜与紫铜的时候,不需要添加焊剂,但是在焊接紫铜与黄铜的情况下,需要添加焊剂使用。
HARRIS 0号焊条一盒多少公斤?一公斤多少根?
目前市场上常见的型号是0618F,扁条,尺寸为1.3*3.2*457mm, 25磅每盒,即11.34公斤每盒,每公斤的根数,由于批次不同,每公斤的根数大约在66-72根。
1
2
...
15
16
17
18
19
20
21
共242条 21页,到第
页
确定
首页
产品中心
客服电话
返回顶部







 豫公网安备41070202001452号
豫公网安备41070202001452号